Applications of Macron Beamer for Manufacturing
If you’ve been keeping up with Wave Motion the past month or so, you’ll know that development of the Macron Beamer has recently occupied much of our time. Why are we trying to revolutionize space launch with this technology, instead of the simpler Jet-Gun that we’ve demonstrated in the past? The answer is that the Macron Beamer fills a previously uninhabited solution space in machining and manufacturing. In the same way that the Jet-Gun has given us a foothold in the world of munitions launch, the Macron Beamer could give us access to the vast market of manufacturing. In this blog post, we’ll examine the advantages of a Macron Beamer in the context of manufacturing purposes. We’ll look at material removal rate (MRR), energy efficiency, surface finish and some unique implementations of the technology, such as precision measurement and additive manufacturing.
Before diving into any comparisons between current manufacturing tools and the Macron Beamer, let’s consider the idea behind using it as a machining tool in the first place. The simplest analogy is to think of the Macron Beamer as a water jet cutter in the way that it’s precisely destroying material by launching particles at very high speeds. Instead of abrasive dust entrained in a water jet, the Macron Beamer will launch macrons of a desired material which subsequently collide with the material being machined. Each impact creates a tiny crater with size proportional to the speed, size of the macron, and the relative strengths of the materials that collide.
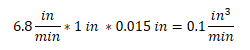
With that being established, let’s look at a comparison between the Macron Beamer and common machining tools in terms of MRR. Taking the test material to be generic hardened steel, we can assume a tensile strength of 1GPa = 145 ksi. Going off of KMT Waterjet’s calculator, a 60 HP waterjet will remove 6.8 inches per minute with a ROUGH surface finish (we’ll get into this soon). Taking 6.8 IPM with a 1” thickness and a kerf width of 0.015 in, we get a rate of 0.1 cubic inches of material per minute.
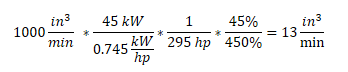
On the other hand, let’s look at the most heavy duty option in a milling machine. The world's fastest mill designed by Modig clocked in at 1001 cubic in of aluminum/min when at a whopping 295 HP. To scale this for our comparison, we can take the machinability rating of aluminum of 450% and the machinability of hardened steel of 45%.
Now let’s see where the Macron Beamer sits compared to both of these options. Using the previously established tensile strength of 1 GPa, this corresponds to a tensile shear strength of 600 MPa. For this comparison we’ll use steel macrons, we can calculate the amount each macron removes as follows:

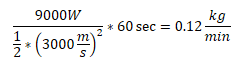
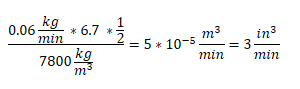
Assuming a conservative 20% efficiency when accelerating the macrons, we get 9000W of power from the supplied 45 kW. The mass flow rate of the macrons can then be found as follows:
Finally, let’s take another conservative assumption that only 50% of the macrons impact the material and are able to produce a crater of the previously calculated volume. We can determine the MRR as follows using eq(1) from the paper “Effects of Impingement of Rocket Exhaust Gases and Solid Particles on a Spacecraft”:
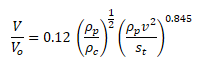
Which (after some algebra) results in:
So the Macron Beamer has superior MRR compared to a waterjet, but less than a high end milling machine. This is to be expected as water jets and mill machines rarely compete against each other for usage. Water jet cutters are typically used in applications where their extremely small kerf width can be used to efficiently slice 2D shapes from stock. The Macron Beamer fits this same description, but with a calculated 30 times greater MRR than a water jet cutter.
This warrants a mention of energy efficiency with these 3 machines. Water cutters tend to be less efficient as they rely on the water flow to entrain particles which has a very low energy efficiency, leading to the lower MRR that was seen previously. Milling machines are far more efficient, but come with the added downside of having a large lb/hp ratio making them less accessible and portable. The Macron Beamer has a similar if not better lb/hp ratio to a water cutter, but a far better material removal rate as seen above with a much smaller kerf width.
Now let’s compare material surface finishes as mentioned earlier. The previous water jet calculations would yield a Q1 grade cut which can be seen here:

Photo: WARDJet
This is an extremely poor surface finish, and would need to be refined. Water jets are capable of achieving higher surface finishes, but the MRR will drop even lower. In addition to this, water jets are limited by their apertures, and it’s rather difficult to try and reduce the aperture size when compared to other options.
Milling machines on the other hand, have much better surface finishes as expected:
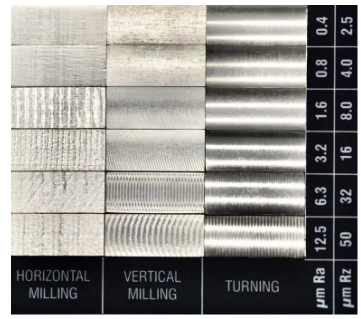
Photo: Xometry
For the Macron Beamer, the surface finish is determined by the size of the macron. As previously established, the size of the crater is proportional to the volume of the macron, so larger macrons will result in a more uneven and bumpy finish closer to a water jet than a mill. This can be rectified by using smaller and smaller macrons until the desired surface finish level is achieved, or by configuring the Macron Beamer to shoot macrons at a very low (~100 m/s) velocity to shot-peen the surface.
The end result of these comparisons can be seen here:
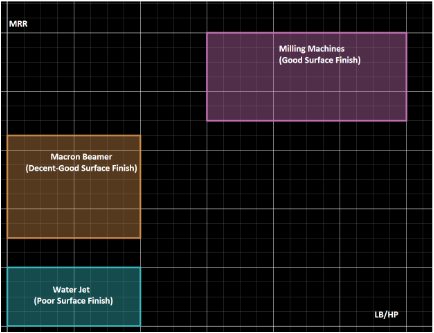
MRR vs LB/HP for Milling Machines, Water Jets, and Macron Beamer
In addition to filling a previously unexplored realm in the machining world, the Macron Beamer also has additional unconventional uses. For example, the Macron Beamer can be used as a precise measuring tool by using the time between the emitting of a macron and the time of it’s impact flash along with its velocity to measure the distance between the emitter and a surface with high accuracy. This flash can also be used to determine the properties of an unknown material as the impact between the known macron material and the unknown target material will create a specific flash color and spectrum corresponding to the two materials.
A unique feature of the Macron Beamer is that in addition to being used as a cutter similar to a water jet, it can also be used for additive manufacturing. By configuring the Macron Beamer to send out the macrons at a low (1 km/s) velocity, the macrons will weld themselves onto the material. This process, known as cold-spray additive manufacturing, can be used to build up new material onto a surface. The surface can then be precision-machined by configuring the Macron Beamer to fire macrons at a high velocity, eroding material from the surface. The unprecedented capability we’re unlocking here-which is what we’re really excited about-is the ability to perform additive and subtractive manufacturing with the same machine, during the same operation.
Cold Spray Manufacturing Photo: TWI Global
Another interesting trait of the Macron Beamer is that the debris created in the cutting process are reusable. Instead of manufacturing additional macrons from scratch, the tiny debris created from the cutting can be easily refined into more macrons. This drastically decreases the operating cost of the Macron Beamer and reduces total material usage.
For more reading on macron accelerators and their uses in weaponry and propulsion, check out this article on ToughSF.
Stay tuned for more news on the Macron Beamer development. We look forward to being able to demonstrate its capabilities on some scrap steel soon!